
Results of large-area ALD tests with Beneq’s new spatial ALD equipment
Recently, there has been talk about our new exciting spatial ALD equipment, which will once again make ALD bigger, faster and more flexible. It is now time to go a little bit deeper in the details of the results of our test runs with the equipment. We have now verified the process quality, conformity of coatings and the coating speed. It looks promising!
Verified linear spatial ALD process
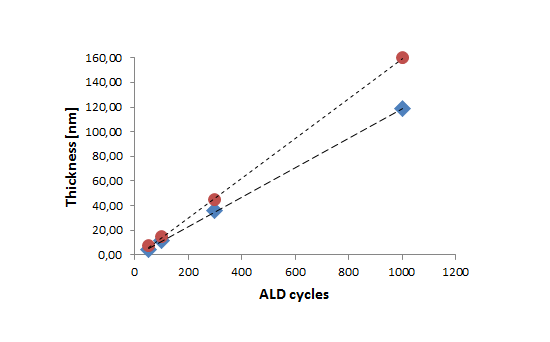
To verify the ALD coating process of the new spatial ALD equipment, we have run tests with different amounts of ALD cycles and checked the coating thickness. Below you see test results of one such test where ZnO and ZnS were deposited at 110°C and the coating thickness measured after a certain amount of coating cycles. We were happy to see (although we never expected anything less) that the coating thickness increases linearly with increased number of cycles. To put it simply: It’s ALD.
Uniform coatings with all tested materials
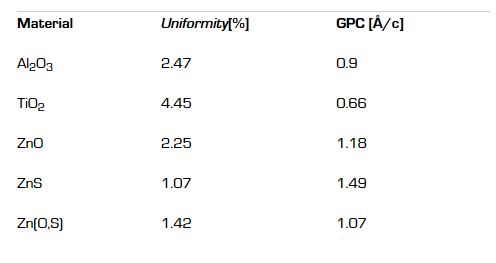
To test the uniformity of the Spatial ALD process, we have been running tests with different coating materials. So far Al2O3, TiO2, ZnO, ZnS, Zn(O,S) processes have been thoroughly tested. Film thickness and refractive indices have been characterized from 100 mm silicon wafers placed across the 400 x 500 mm effective coating area. Below you can see a table with results for the 110°C deposition temperature. It is a nice start; the work continues with new materials and even larger surfaces.
High deposition speed with maintained coating quality
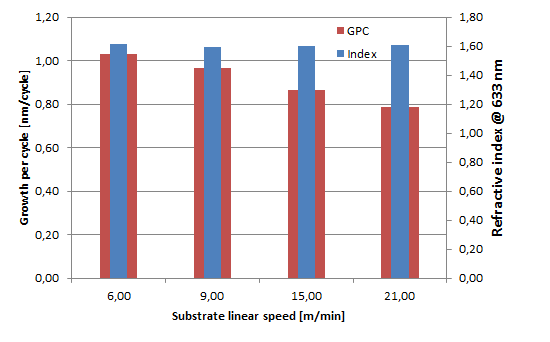
In our recent tests with Beneq’s new spatial ALD equipment, we have also been varying the ALD process speed to see its effects on the coating quality. Substrate linear movement speed was varied between 6 and 21 meters per minute. At higher substrate speeds, the growth per cycle is somewhat reduced, but the most important finding was that there is no measurable change in the film refractive index. This indicates that high film quality is maintained even at very high deposition speeds. The results shown in the table below are also from test runs deposited at the 110°C process temperature.
Needless to say, the above deposition speeds result in massive area throughput figures. If we take rear-surface passivation (with a thin 5 nm Al2O3 coating) as a case example, processing wafers at substrate speeds exceeding 20 m/min would allow a single piece of equipment to produce over 30 000 wafers per hour. That is fast by any standard.
One-sided ALD coating: No wrap-around
We mentioned previously that the new spatial ALD process is depositing only on one side. We have some further evidence on that claim, too. The attached picture shows a 100 mm Si wafer deposited with TiO2 on the front side. What is shown is the backside after the coating was finished with the new equipment – as you can see, there is in practice no wrap-around.
This is especially important for rear-surface passivation, but also for optical coating applications where any wrap-around would affect the optical appearance of the final product (e.g. bottom-emitting OLED).
